


Содержание
Перейти к:
https://doi.org/10.37538/2224-9494-2022-4(35)-117-132
Перейти к:
Введение. В настоящее время отечественными производителями освоено производство винтовой арматуры и муфт для их соединения. Основным препятствием для применения данной арматуры в строительстве является высокая податливость в соединениях, осуществляемая с помощью винтовых муфт.
Цель: оценка податливости муфтовых соединений, усиленных клеевыми составами.
Материалы и методы. Винтовая арматура класса Ав500П, муфты, клеевые составы на основе цементного вяжущего и эпоксидной смолы. Инъецирование составов в полость муфты ручными нагнетателями, твердение составов в естественных условиях, испытания с применением разрывных машин.
Результаты. Получены технические характеристики составов по прочности, текучести, расслаиваиваемости, обеспечивающие прочностные и деформативные характеристики муфтовых соединений, требуемые нормами. Даны рекомендации по сборке соединений.
Выводы. Проведенные исследования позволяют осуществлять стыковку винтовой арматуры Ав500П с помощью муфт в строительстве.
Тихонов И.Н., Звездов А.И., Блажко В.П., Гришин Г.Е., Тихонов Г.И. Механические соединения арматуры с прокатным винтовым профилем. Вестник НИЦ «Строительство». 2022;35(4):117-132. https://doi.org/10.37538/2224-9494-2022-4(35)-117-132
Tikhonov I.N., Zvezdov A.I., Blazhko V.P., Grishin G.E., Tikhonov G.I. Mechanical joints in rolled screw-threaded reinforcing bars. Bulletin of Science and Research Center of Construction. 2022;35(4):117-132. (In Russ.) https://doi.org/10.37538/2224-9494-2022-4(35)-117-132
В последние годы ряд зарубежных производителей арматурного проката планирует увеличение производства арматуры с винтовым профилем. В частности, японская компания Kyoei Steel увеличила в полтора раза производство такой арматуры на своих предприятиях в 2020 г. до 1,2 млн т. Арматура с винтовым профилем в железобетонных конструкциях имеет ряд преимуществ по сравнению с арматурой с другими профилями в вопросах соединения между отдельными стержнями с помощью винтовых муфт. Такое соединение более экономично по сравнению со сварными и менее трудоемко, не требует дополнительных работ со специализированным оборудованием по сравнению с обжимными муфтами. Следует отметить, что характеристики арматуры с винтовым профилем более целесообразно применять на технически сложных объектах строительства.
В настоящее время ряд отечественных металлопроизводителей (Тульский металлопрокатный завод, ЕВРАЗ ЗСМК (г. Новокузнецк) начал производство арматуры с винтовым профилем. Основным препятствием для применения данной арматуры в строительстве является высокая податливость в соединениях, осуществляемая с помощью винтовых муфт. В основном зарубежные производители справились с этой задачей с помощью применения клеевых составов непосредственно на площадках строительства, меньших допусков по геометрии как арматуры, так и муфт и более высоких допусков по податливости. Исследование указанного выше вопроса в настоящее время выполнено не в полной мере, поэтому актуальность в проведении качественной и количественной оценки соединений наиболее часто применяемой арматуры класса прочности 500 Н/мм² с помощью винтовых муфт, в том числе с разными видами анкерно-клеевых составов отечественного и зарубежного производства, не утрачена до настоящего времени.
Для дальнейшего рассмотрения соединений арматуры с винтовым профилем в данной статье следует кратко упомянуть основные существующие виды механических соединений.
Резьбовые механические соединения – это соединения арматуры с нарезанной или накатанной на концах арматурных стержней резьбой, стыкуемой с помощью муфты, имеющей резьбу, соответствующую резьбе на арматурных стержнях (рис. 1). Резьба на арматурных стержнях нарезается или накатывается на специальном оборудовании в специально оборудованном посту [1].

Рис. 1. Резьбовое механическое соединение
Fig. 1. Threaded joint
Данный тип соединений имеет ряд преимуществ:
А также ряд недостатков:
Обжимные (опрессованные) механические соединения – соединение арматурных стержней посредством соединительной муфты, установленной на концы стыкуемых стержней арматуры и обжатой гидравлическим способом (рис. 2). Анкеровка концов стержней арматуры в муфте обеспечивается за счет вдавливания металла муфты между поперечными ребрами арматуры вследствие пластической деформации при обжатии [1].

Рис. 2. Обжимное механическое соединение
Fig. 2. Compression joint
Преимущества обжимных соединений:
Недостатки обжимных соединений:
Винтовое (механическое с затяжкой) соединение – соединение арматуры со специальным винтовым периодическим профилем с помощью муфты и контргаек, имеющих резьбу, соответствующую ребрам профиля на арматурных стержнях (рис. 3) [1].

Рис. 3. Винтовое механическое соединение
Fig. 3. Screw-threaded joint
Преимущества винтовых соединений:
Недостатки винтового соединения:
Резьбо-клеевое соединение – то же, что и винтовое с предварительным заполнением муфты анкерным эпоксидным или цементным составом для уменьшения податливости соединения (рис. 4).

Рис. 4. Резьбо-клеевые соединения
Fig. 4. Threaded joint locked with an adhesive
Преимущества резьбо-клеевых соединений:
Недостатки резьбо-клеевых соединений:
Механические соединения арматуры изготавливаются и испытываются в соответствии с ГОСТ 34278–2017 «Соединения арматуры механические для железобетонных конструкций» (табл. 1). Расчет механических соединений производят по методикам приложений К и Л СП 63.13330.2018 «Бетонные и железобетонные конструкции».
Таблица 1
Свойства механических соединений арматуры при растяжении
Table 1
Tensile properties of mechanical rebar joints
Разрывное усилие Pв, кН, не менее | Деформативность Δ, мм, не более | Равномерное относительное удлинение арматуры δр после разрушения соединения, %, не менее |
σв Аs | 0,1 | 2 |
Примечание: Аs – номинальная площадь поперечного сечения соединяемой арматуры по нормативным документам на ее производство; σв – нормативное значение временного сопротивления соединяемой арматуры по действующим нормативным документам на ее производство
Notes: Аs – nominal cross-sectional area of connected reinforcement as per manufacturing regulations; σв – standard ultimate strength of connected reinforcement as per current manufacturing regulations
Механические резьбо-клеевые соединения, испытания которых проводились в НИИЖБ, были изготовлены на Тульском металлопрокатном заводе (ТМПЗ, г. Тула) в соответствии с вышеуказанными документами, а также ТУ 24.10.62-007-83936644-2020 «Прокат арматурный винтового профиля класса Ав500П, Ав600П, и Ау500П, Ау600П с четырехрядным расположением поперечных ребер. Соединительные муфты и гайки» и СТО 36554501–068–2022 «Применение арматуры классов Ав500П, Ау500П и Ав600П, Ау600П в железобетонных конструкциях».
Для оценки основных физико-механических характеристик и податливости винтовых муфтовых соединений изготавливались образцы из стержней арматуры винтового профиля с номинальным диаметром 20, 25 и 36 мм класса Ав500П.
Анализ российской и зарубежной нормативно-технической документации показал, что к муфтовым соединениям арматуры предъявляются требования прочности, деформативности (податливости) и пластичности. Чрезмерная податливость (сдвиг стержней в муфте) муфтовых соединений арматуры оказывает отрицательное влияние на трещиностойкость железобетонных конструкций, при этом, как правило, податливость увеличивается с увеличением диаметра соединяемой арматуры. Одним из способов уменьшения податливости муфтовых соединений является затяжка с различным моментом муфт или контргаек и применение различных составов на цементной и эпоксидной основе посредством заполнения соединительной муфты.
На основании вышесказанного и в соответствии с программой испытаний были изготовлены и испытаны образцы винтовых муфтовых соединений арматуры с вариативными факторами, указанными в табл. 2. Всего испытано 63 образца.
Таблица 2
Характеристики образцов винтовых муфтовых соединений арматуры для испытаний на растяжение
Table 2
Characteristics of screw-threaded rebar coupling specimens for tensile tests
Ø арматуры, мм | Примечания | Кол-во образцов, шт. |
20 | С анкерно-клеевым составом | 21 |
25 | С анкерно-клеевым составом | 21 |
36 | С анкерно-клеевым составом | 21 |
Образцы соединений затягивались с помощью динамометрического ключа (рис. 5).
В качестве дополнительных мер для компенсации податливости на всех диаметрах соединяемой арматуры применялись анкерно-клеевые составы разных видов. По результатам предварительных результатов испытаний для лабораторных исследований был выбран анкерно-клеевой состав на цементной основе и состав на основе эпоксидной смолы. Технология заполнения соединительной муфты принималась в соответствии с инструкциями производителей составов.
Общий вид образца, заполненного составом на цементной основе, показан на рис. 6.
Для контроля фактической прочности арматурного проката были выполнены испытания цельных стержней.

Рис. 5. Динамометрический ключ
Fig. 5. Torque wrench

Рис. 6. Образец винтовых муфтовых соединений арматуры с клеевым составом на цементной основе
Fig. 6. Example of screw couplings in rebars locked with a cement-based adhesive compound
В соответствии с требованиями ГОСТ 34278–2017 к муфтовым соединениям арматуры предъявляются требования при растяжении в соответствии с табл. 1.
Для определения свойств, указанных в табл. 1, образцы соединений арматуры испытывались на растяжение в соответствии с методикой ГОСТ 34227.
Перед испытанием арматурные стержни размечались с шагом 10 мм для определения равномерного удлинения арматуры δр после разрушения соединения.
В соответствии с методикой испытаний по ГОСТ 34227 перед определением разрывного усилия необходимо выполнить испытания образца на деформативность. Для этого на образцы устанавливались приборы для измерения деформативности (податливости) часового типа с ценой деления 0,01 мм. Схематично расположение измерительных приборов для определения деформативности показано на рис. 7 а. База измерения деформаций L при испытании образцов соединений принималась равной длине муфтового соединения, за которую принимается длина муфты плюс длины контргаек, плюс расстояние, равное не менее одного диаметра и не более трех диаметров соединяемой арматуры, отложенных с каждой стороны соединения (рис. 8).

Рис. 7. Испытание образца механического соединения на деформативность при растяжении:
а – схема расположения приборов при испытании на деформативность;
б – общий вид образца в испытательной машине
Fig. 7. Tensile strain test of a mechanical joint:
а – schematic layout of instruments in the strain test;
б – general view of the specimen in the testing machine

Рис. 8. База измерения деформаций
Fig. 8. Strain gauge length
При испытаниях муфтовых соединений использовался первый способ определения деформативности по ГОСТ 34227.
После определения деформативности приборы снимали, и образец доводился до разрушения с фиксацией максимальной нагрузки.
После разрушения образца по ранее нанесенным меткам на арматурных стержнях определяли их равномерное удлинение δр.
Для сравнения результатов исследований были испытаны образцы целых стержней арматуры по методике ГОСТ 12004. Образцы целых стержней взвешивались с точностью до 1,0 г, была измерена их длина с точностью до 1,0 мм. По результатам взвешивания и измерения длины целых стержней определялась фактическая площадь их поперечного сечения.
Для проведения испытаний применялась испытательная гидравлическая машина Instron 1000 HDX (предельная нагрузка 1000 кН).
Результаты испытаний образцов муфтовых соединений арматуры представлены в табл. 4. Результаты испытаний образцов целых стержней арматуры представлены в табл. 3.
Таблица 3
Механические свойства арматуры класса Ав500П
Table 3
Mechanical properties of Av500P rebars
№ | Диаметр стержня | Предел текучести σт(σ0,02), Н/мм² | Временное сопротивление σв, Н/мм² | Равномерное удлинение δр,% |
1 | 20 | 573 | 706 | 24 |
2 | 20 | 556 | 691 | 24 |
3 | 20 | 557 | 693 | 25 |
1 | 25 | 510 | 667 | 27 |
2 | 25 | 509 | 649 | 30 |
3 | 25 | 509 | 649 | 30 |
1 | 36 | 510 | 681 | 32 |
2 | 36 | 521 | 651 | 35 |
3 | 36 | 519 | 649 | 33 |
Таблица 4
Результаты испытаний образцов с муфтовыми соединениями арматуры
Table 4
Test results of couplings in rebars
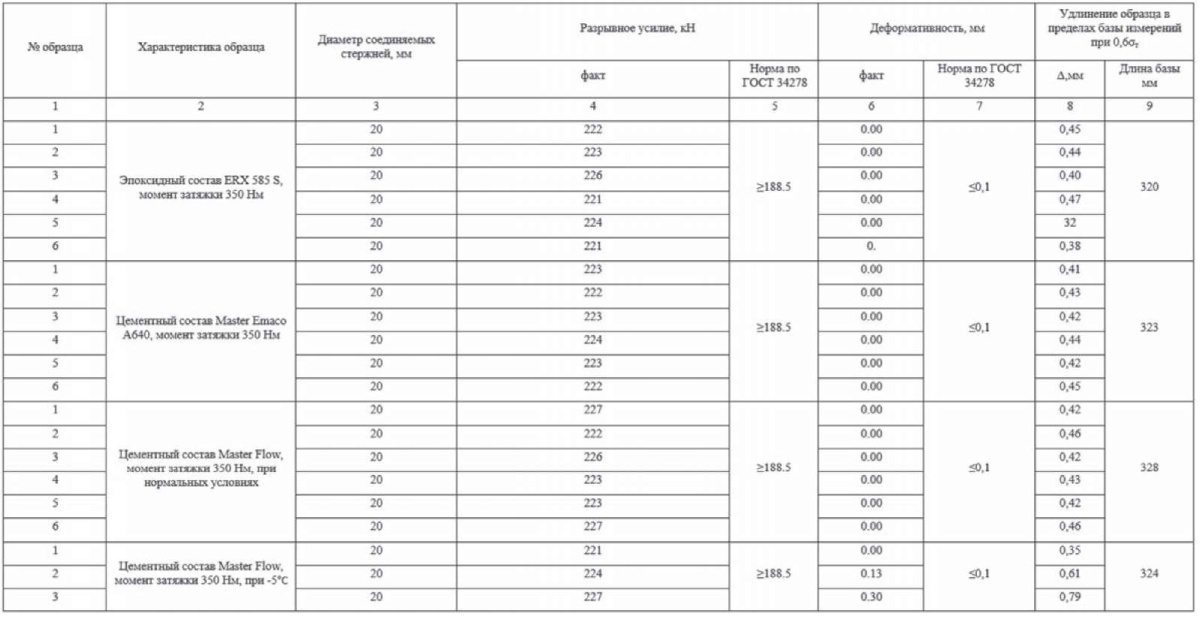
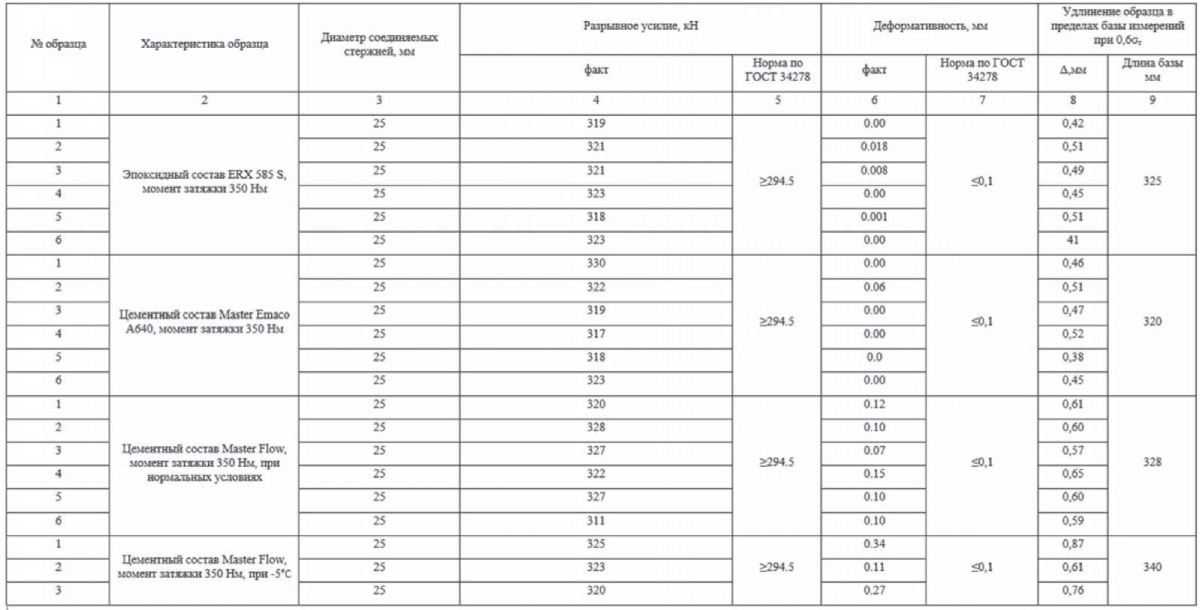
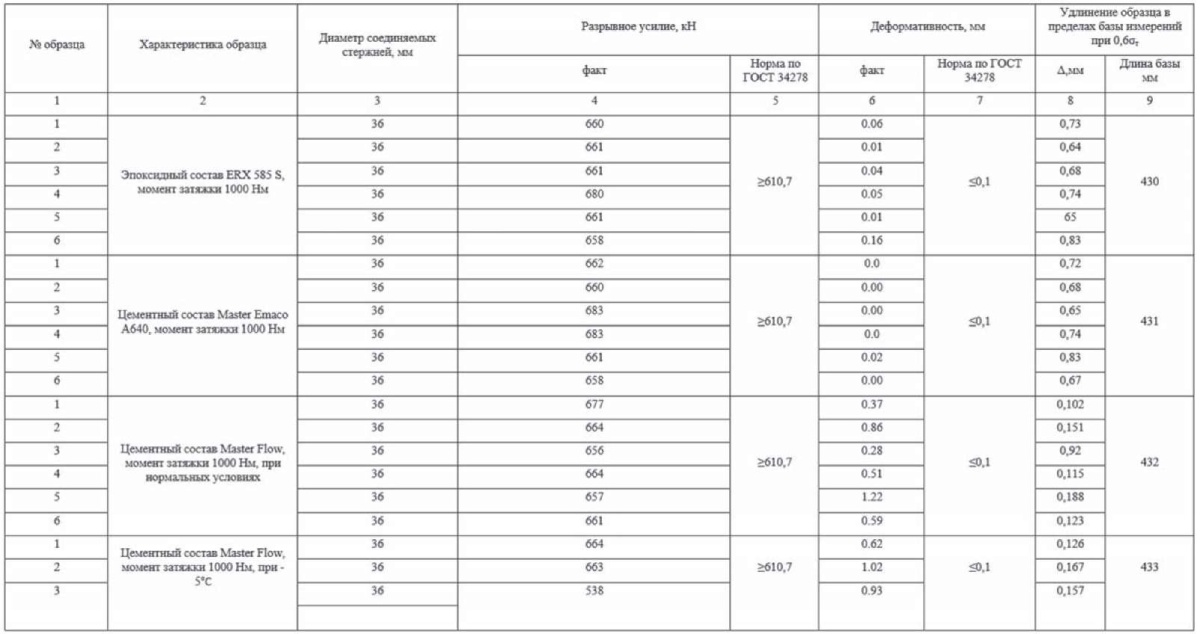
Было изготовлено и испытано 63 образца различных типов соединений винтовой четырехсторонней (четырехрядной) арматурой класса Ав500П диаметром 20, 25 и 36 мм.
Разрушение всех образцов всегда происходило по основному металлу (рис. 9).
Диаграммы растяжения образцов представлены на рис. 10.

Рис. 9. а – разрушенные образцы; б – разрез соединительной муфты испытанного образца
Fig. 9. а – destroyed specimens; б – section of the coupler in the test specimen

Рис. 10. Диаграммы растяжения Ø20 c клеевым составом ERX 585 S с затяжкой 350 Нм (табл. 4)
Fig. 10. Tensile test diagrams Ø20 for the ERX 585 S adhesive at a torque of 350 Nm (table 4)
Установлено, что момент затяжки контргаек и анкерно-клеевые составы внутри муфты не влияют на итоговую прочность соединений, так как разрушение всегда происходило по основному металлу стержней на всех диаметрах. Предел текучести наступалпри тех же значениях, что и у цельных стержней (более 500 МПа) также на всех диаметрах.
Деформативность соединений значительно увеличивается по мере увеличения диаметра арматуры класса Ав500П. Муфтовые соединения арматуры диаметром 20 и 25 мм с моментом затяжки контргаек в 350 Нм имеют податливость ≤ 0,1 мм. Соединения арматуры диаметром 25 мм удовлетворяли требованиям по деформативности ГОСТ 34278 (за исключением образцов, подвергшихся заморозке). Деформативность муфтовых соединений арматуры диаметром 36 мм также удовлетворяла требованиям по деформативности ГОСТ 34278 (кроме образцов с клеевым составом Master Flow).
На основе проведенных испытаний можно заключить, что для образцов винтовой арматуры класса Ав500П диаметром 20 и 25 мм с муфтовыми соединениями достаточным условием выполнения требования по податливости ГОСТ 34278–2016 является применение анкерно-клеевых составов с затяжкой контргаек 350 Нм. Для арматуры класса Ав500П диаметром 36 мм эффективным способом выполнения требований по податливости является применение анкерно-клеевых составов с затяжкой контргаек до 1000 Нм.
Прочностные (σВ) и пластические (δР) свойства муфтовых соединений винтовой арматуры класса Ав500П полностью соответствуют требованиям ГОСТ 34278.
На основании проведенных исследований подготовлены рекомендации по внесению изменений в ГОСТ 34278–2016.
По результатам работы даны рекомендации по основным характеристикам минеральных составов, которые рекомендуются к применению на строительной площадке: прочность составов 62,5 МПа и выше; растекаемость по ГОСТ 34532–2019 «Цементы тампонажные. Методы испытаний» 26–28 см; отсутствие сегрегации при введении состава в полость муфты. Для нагнетания минеральных составов в полость муфтового соединения возможно применение ручных инъекторов с объемом 350 мл. В производственных условиях могут применяться героторные насосы малой производительности. Прочность состава на основе эпоксидной смолы также должна быть выше 62,5 МПа. Для нагнетания в полость муфты составов на основе эпоксидной смолы возможно использование ручного инъектора. Для эффективного заполнения полости муфты клеевым составом в стенке средней части муфты целесообразно предусмотреть отверстие диаметром 5–6 мм в зависимости от диаметра арматуры. Чтобы состав заполнял полость муфты равномерно, между торцами стыкуемых стержней целесообразно предусматривать зазор 5–6 мм.
Опытным путем установлено, что в результате использования механических соединений с анкерно-клеевыми составами возможна экономия по расходу материалов и по трудозатратам по сравнению с нахлесточными, сварными, обжимными и винтовыми нарезными фирмы Ancon.
1. Дьячков В.В., Климов Д.Е., Слышенков С.О. Применение механических соединений арматуры железобетонных конструкций. Москва: НИИЖБ им. А.А. Гвоздева; 2006.
2. Fé dé ration internationale du bé ton. Bond of reinforcement in concrete. State-of-art report. Lausanne, Switzerland: International Federation for Structural Concrete; 2000.
3. Mayer U. Zllm Einfluss der Oberflachengestalt von Ripptnstahlen fuf das Trag – und Verformungsverhalten vоn Stahlbetonbauteilen [Influence of the rib pattern of ribbed reinforcement on the structural behaviour of reinforced concrete members] [dissertation]. Universitat Stuttgart; 2001. http://doi.org/10.18419/opus-154
4. Bompa D.V., Elghazouli A.Y. Ductility Considerations for Mechanical Reinforcement Couplers. Structures. 2017;12:115–119. https://doi.org/10.1016/j.istruc.2017.08.007
5. Матков Н.Г. Стыки арматуры растянутых и сжатых железобетонных элементов без применения сварки и их расчет с использованием диаграмм деформирования. В: Бетон на рубеже третьего тысячелетия: Материалы 1-й Всерос. конф. по проблемам бетона и железобетона, 9–14 сентября 2001 г., Москва. Кн. 2. Секционные доклады: Секции I–II. Москва: Ассоциация «Железобетон»; 2001. с. 955–963.
Игорь Николаевич Тихонов, д-р техн. наук, руководитель центра № 21
2-я Институтская ул., д. 6, к. 5, г. Москва, 109428
Андрей Иванович Звездов, д-р техн. наук, профессор, заместитель генерального директора по научной работе
2-я Институтская ул., д. 6, к. 1, г. Москва, 109428
Владимир Павлович Блажко, канд. техн. наук, заместитель руководителя центра № 21
2-я Институтская ул., д. 6, к. 5, г. Москва, 109428
Григорий Евгеньевич Гришин, инженер центра № 21
2-я Институтская ул., д. 6, к. 5, г. Москва, 109428
Георгий Игоревич Тихонов, инженер центра № 21
2-я Институтская ул., д. 6, к. 5, г. Москва, 109428
Тихонов И.Н., Звездов А.И., Блажко В.П., Гришин Г.Е., Тихонов Г.И. Механические соединения арматуры с прокатным винтовым профилем. Вестник НИЦ «Строительство». 2022;35(4):117-132. https://doi.org/10.37538/2224-9494-2022-4(35)-117-132
Tikhonov I.N., Zvezdov A.I., Blazhko V.P., Grishin G.E., Tikhonov G.I. Mechanical joints in rolled screw-threaded reinforcing bars. Bulletin of Science and Research Center of Construction. 2022;35(4):117-132. (In Russ.) https://doi.org/10.37538/2224-9494-2022-4(35)-117-132

Краткие сведения об информационных партнерах РИА размещаются (по мере поступления) на сайте Академии.
109428, Москва, ул. 2-я Институтская, дом 6
АО «НИЦ «Строительство»
тел.: +7 (495) 602-00-70 доб. 1022, 1023
e-mail: vestnikcstroy@list.ru





















